STRUCTURA LINIE VOPSIRE
DESCRIERE:
N.01 AWPS - LINIE VOPSIRE ( nu ATEX) COMPOUSA DIN:
N. 01 Robot de pulverizare- GR 6100 E
N.01 Sistem de ajustare pneumatica prin rotire a sistemului de pulverizareGUN RPT
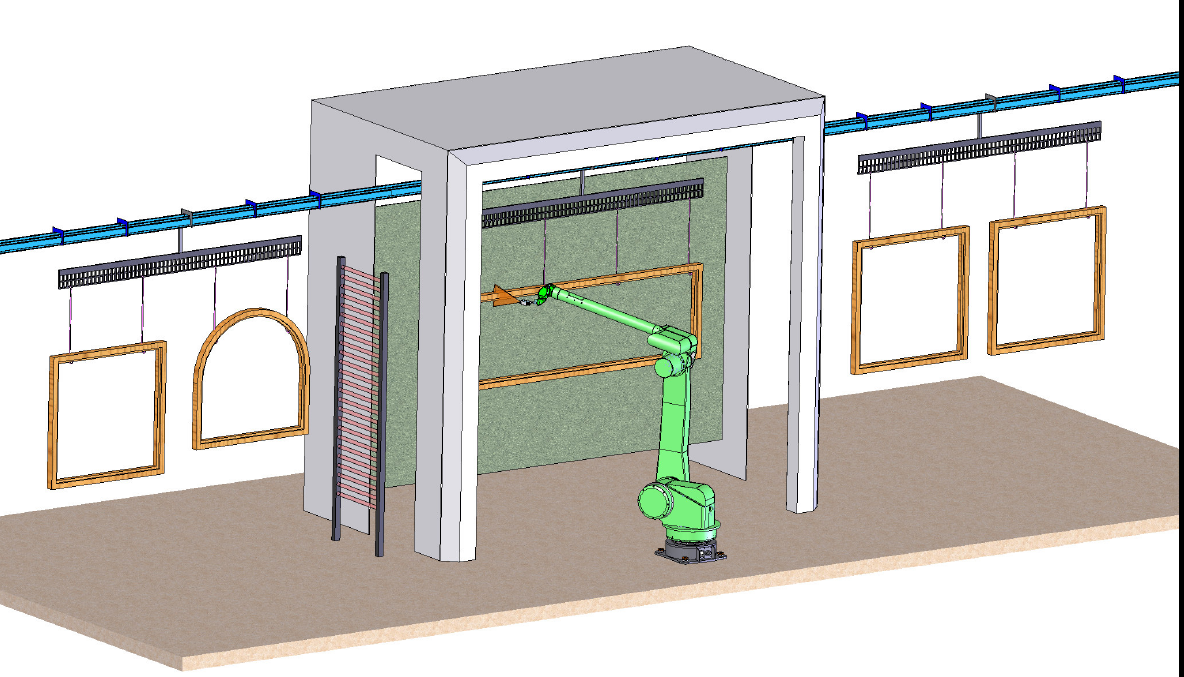
N.01 Automatic Windows Painting System- AWPS-
N.01 Inclinare sistem pulverizare LRD-3D1
N.01 Suport robot SSR - BS
N.01 Tele-asistenta -SW-TASBR
N.01 Sistem conveior motorizat -CONV
N. 10 mt Sistem de protectie perimetrala- PBM
N. 01 Sistem aer conditionnat tablou electric -COND
N. 01 Sistem curatire automata robot - LPA
N. 01 Cabina aspiratie noxe CAB – ASP
N. 01 Sistem de pulverizare airmix cu schimbare culori 3+1 pt.CMA Robot SVHP
GR 6100 E – ROBOT de finisaj prin pulverizare
Robotul antropomorf model GR 6100 E este un brat robotic controlat electronic cu 6 axe, proiectat pentru a efectua in mod automat procese de vopsire si pulverizare in general , atat cu aplicatii de vopsea lichida atat pentru produse din lemn cat si plastic, metal, cu aplicatii diverse inclusive glazurari de obiecte sanitare cat si aplicatii de rasini , etc.
Versiunea standard este recomandata cand se utilizeaza la lucrul cu conveioare atat suspendate cat si pe sol .
Conveiorul se poate misca continuu sau pas cu pas , cu posibilitatea rotirii piesei cand aceasta sta in fata robotului sau cand piesa se afla in miscare .
Multumita unei particularitati de configurare a capatului ( capului ) robotului, respectiv o rotatie de 360° a fiecarei axe , permite accesul facil al fiecarei fete a elementului de finisat , sistemul avand o flexibilitate totala .
Cu ajutorul sistemului de recunoastere , programarea procesului este complet automata , de fapt piesa agatata de conveyor trece printr-o bariera optica care o scaneaza si in mod automat produce programul pentru miscarea robotului .
In solutiile propuse cu 2 roboti in opozitie , rotatia piesei nu este necesara deoarece fiecare robot pulverizeaza partea sa de piesa .
Nr de axe robot 6
Nr de axe auxiliare robot 6
Capacitate preluare cap robot 8 Kg
Motoare: Brush-less Servomotoare
Pozitionarea axelor Absolut encoder
Greutate robot 960 Kg
Acuratetea pasului 0.2 mm
Viteza max pe axele 1 2 3 138°/s-152°/s-157°/s
Viteza max pe axele 4 5 6 600°/s-600°/s-720°/s
Modalitate miscare Joint-Cartesian-Tool
Temperatura de operare + 5° C / + 40° C
Umiditatea maxima 75%
Culoare robot RAL 6018
Consum aer comprimat 6 bar – 20 Nl/min.
Consum aer var ATEX 6 bar - 220 Nl/min
Robot grad protectie IP 65
Programare PTP teach pendant
Ex-proof Ex-p (optional)
Control panel grad de protectie IP 54
Control panel dimensiuni 100x50xh110 cm
Control panel greutate 185 Kg approx.
Temperatura de lucru + 5° - + 40°
Putere instalata 3 KW
Conexiuni cabluri 5 m (standard) diferit la cerere
Processing data managing computerIndustrial PC
Memorie 1GB Compact flash (nearly 400 hours of programs)
System operare Windows 7 Embedded
Software language English
Consola mobila :Mobil Panel (Windows CE based)
Digital Input - output 36 input + 36 output + (24 + 24 optional)
Tensiune de lucru 400V AC 50-60 Hz
Comunicatie RS-232 – ETHERNET - (PROFIBUS optional)
Dimensiuni maxime : latime 4.000 x inaltime 3.000 mm; cu rotatie bara si dispozitiv instalat pe conveyor .
BENEFICII
- Calitate exceptionala a finisajului datorat preciziei si repetabilitatii miscarii robotului .
- Utilizarea pistoalelor traditionale sau electrostatice
- Robotul nu necesita programare .
- Utilizarea oricaror tipuri de lacuri , vopsele , pe baza de apa , solvent , alte baze .
- Piesele pot fi suspendate in orice mod suportand orice forma cu conditia incadrarii in limitele indicate in specificatiile tehnice descries in anexe
- Schimbare rapida si automata a culorii .
- Inserarea in fluxuri existente cu modificari minime
- Metoda de finisare este reglabila si se ajusteaza la orice spatiu de finisaj .
- Spatiu ocupat de instalatie este redus .
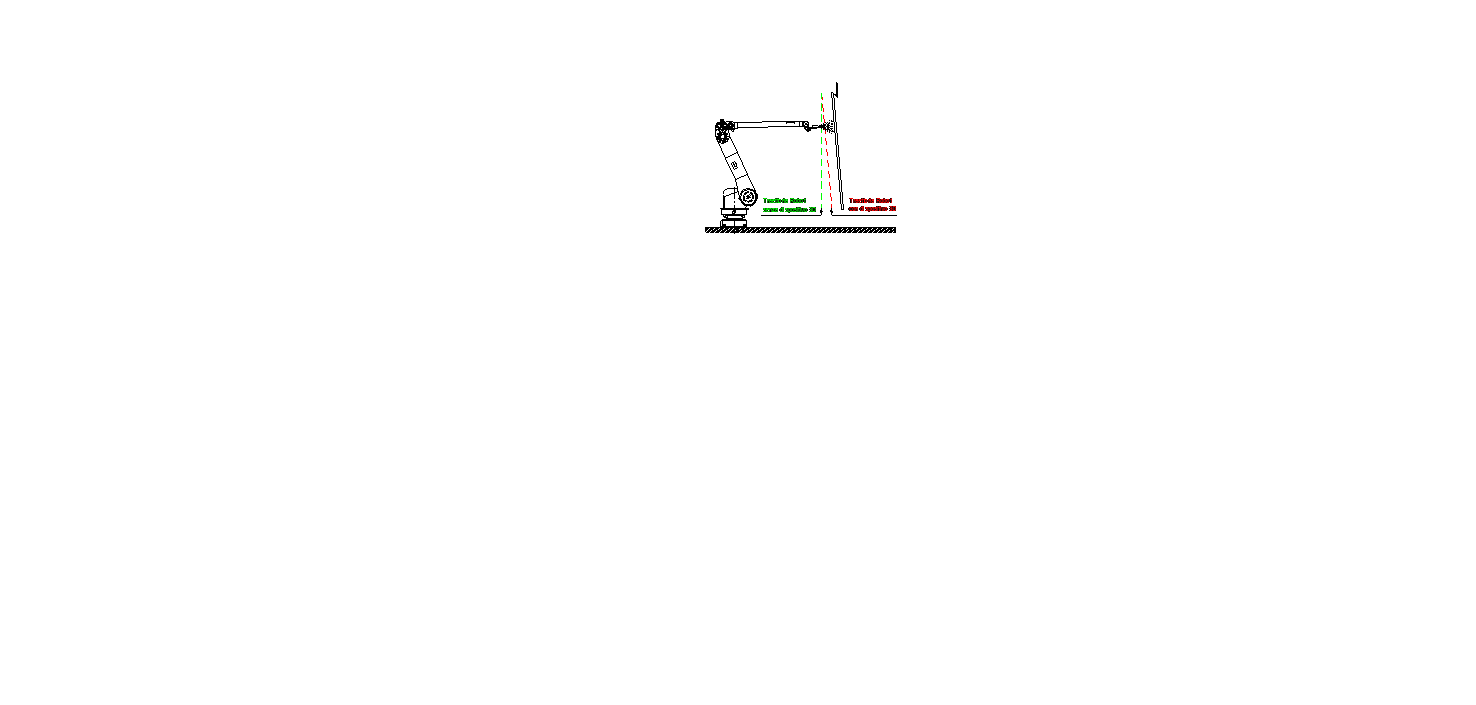
LRD-3D1 – dispozitiv de recunoastere a inclinatiei
Dispozitivul permite robotului sa mentina o distanta constanta de piesa cand se lucreaza , pe toata lungimea piesei chiar daca nu se afla la verticala si este inclinata . Aceasta permite o pulverizare constanta si corecta a piesei pe toatre partile mentinand o calitate inalta a finisajului prin mentinerea perpendicularitatii pe piesa de finisat .
 Paduri & Busteni
Paduri & Busteni  Cherestea & Semifabricate
Cherestea & Semifabricate  Paleti & Ambalaje din lemn
Paleti & Ambalaje din lemn  Furnir & Panouri & Placaje
Furnir & Panouri & Placaje  Podele & Parchete & Pardoseli
Podele & Parchete & Pardoseli  Lemn de foc & Energie solida
Lemn de foc & Energie solida  Case & Constructii din lemn
Case & Constructii din lemn  Produse din lemn & Tamplarie
Produse din lemn & Tamplarie  Software & Servicii
Software & Servicii  Mobilier interior & exterior
Mobilier interior & exterior  Alte produse conexe
Alte produse conexe  Utilaje prelucrare lemn
Utilaje prelucrare lemn  Utilaje exploatare forestiera
Utilaje exploatare forestiera  Adauga produs
Adauga produs Adauga cerere
Adauga cerere Adauga articol
Adauga articol Adauga eveniment
Adauga eveniment